
Individual solar cells cannot be used directly as a power source. To be used as a power source a number of individual cells must be connected in series and parallel and tightly packaged into modules. The components of a portable PV kit are actually solar modules, but they are more portable.
Solar modules (also called solar panels) are the core part of a solar power system and the most important part of a solar power system. Its role is to convert solar energy into electrical energy, either to be stored in a battery or to drive a load.

Power generation principle
For positive and negative charges, an external current field can be generated as the positive and negative charges in the PN junction region are separated, and current flows from the bottom of the crystalline silicon wafer cell through the load to the top of the cell. This is the “photogenerated voltage-beating effect”. When a load is connected between the top and bottom surfaces of a solar cell, a current will flow through that load and the solar cell will then generate a current; the more photons the solar cell absorbs, the greater the current generated. The energy of a photon is determined by the wavelength, a photon below the fundamental energy cannot produce a free electron, a photon above the fundamental energy will only produce a free electron, the excess energy will make the cell hot, along with the impact of power loss will make the efficiency of the solar cell decreased.
Module materials
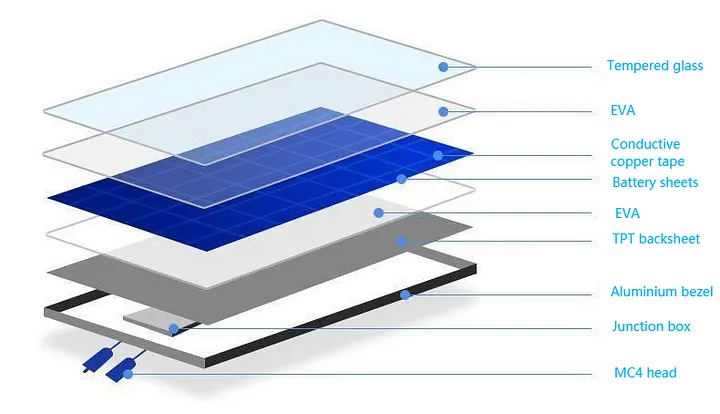
1. Glass: Super white fabric tempered glass, 3.2mm thick, with a light transmission rate of 91% or more in the wavelength range of the solar cell’s spectral response (320–1100nm), and resistant to UV radiation without any decrease in light transmission rate. The tempered glass can withstand the impact of a 25mm diameter puck at 23m/s. 2.
2. EVA: High-quality EVA film layer with a thickness of 0. 5mm is used as a sealing agent for solar cells and as a connecting agent with glass and TPT. It has a high light transmission and anti-aging ability.
Performance requirements of EVA film for solar cell encapsulation after curing.
Light transmittance greater than 90%; cross-linking degree greater than 65–85%; peel strength (N/cm), glass / adhesive film greater than 30; TPT / adhesive film greater than 15; temperature resistance: high temperature 85 ℃, low temperature -40 ℃. The temperature resistance: high temperature 85℃, low temperature -40℃.
3. TPT: the back of the solar cell, aging resistance, corrosion resistance, UV radiation resistance, impermeability, and other basic requirements.
4. Bezel: the aluminum alloy bezel used has high strength and strong resistance to mechanical impact.
Process of making battery components
(1) Battery testing
Due to the randomness of the cell production conditions, the performance of the produced batteries is not the same, so in order to effectively combine the performance of the same or similar batteries together, so should be classified according to their performance parameters; battery testing that is, by testing the size of the battery output parameters (current and voltage) to classify them. In order to improve the utilization rate of the battery and to make battery components of qualified quality.
(2) Front-side welding
The sink strip is a tinned copper strip that is welded to the main grid line on the front side of the battery (negative pole) using a soldering machine that can spot-weld the strip to the main grid line in multiple points. The heat source for soldering is an infrared lamp (using the infrared heat effect). The length of the strip is approximate twice the length of the cell side. The extra strip is connected to the back electrode of the cell behind during the back-side welding.

(3) Backside series connection
The back-side soldering is the process of joining the cells in series to form a component string, the process is manual, and the positioning of the cells mainly relies on a film tool plate with a groove for the cell, the size of the groove corresponds to the size of the cell, the position of the groove has been designed, different sizes of components use different templates, the operator uses a soldering iron and solder wire to connect the “front cell The operator uses a soldering iron and soldering wire to solder the front electrode (negative) of the “front cell” to the back electrode (positive) of the “back cell”, thus connecting them in series and soldering the leads to the positive and negative terminals of the component string.

(4) Laminated laying
After the backside strings have been connected and inspected, the component strings, glass, cut EVA, glass fiber, and back sheet are laid out in a certain hierarchy in preparation for lamination. The glass is pre-coated with a primer to increase the bonding strength of the glass and EVA. When laying, ensure the relative position of the battery string and the glass and other materials, and adjust the distance between the cells to lay the foundation for the lamination. (Laying levels: from bottom up tempered glass, EVA, cell, EVA, glass fiber, backing plate).
(5) Module lamination
The laminated cells are put into the laminating machine and the air is extracted from the components by vacuuming, then the EVA is heated to melt and bond the cells, glass, and back sheet together; finally, the components are cooled and removed. The lamination process is a key step in the production of the module and the lamination temperature and time are determined by the nature of the EVA. When we use fast-curing EVA, the lamination cycle time is approximately 25 minutes. The curing temperature is 150°C.
(6) Trim
When laminating EVA melts due to pressure and extends outward to cure the formation of raw edges, so the lamination should be removed.
(7) Framing
Similar to fitting a frame to the glass; fitting an aluminum frame to the glass assembly increases the strength of the assembly, further sealing the cell component and extending the life of the cell. The gap between the frame and the glass module is filled with silicone resin. The frames are connected to each other with corner keys.
(8) Welding of the junction box
A box is welded to the back of the module at the leads to facilitate the connection between the cell and other equipment or between cells.
(9) High voltage testing
High voltage testing means applying a certain voltage between the module bezel and the electrode leads to testing the module’s voltage resistance and insulation strength to ensure that the module is not damaged under harsh natural conditions (lightning strikes, etc.).
(10) Module testing
The purpose of the test is to calibrate the output power of the cell, test its output characteristics, and determine the quality level of the module. The main test is the Standard test condition (STC), which simulates sunlight, and generally takes around 7–8 seconds to test a panel.
Application areas
-
Solar power for users: (1) Small-scale power supply ranging from 10–100W, used in remote areas without electricity such as plateaus, islands, pastoral areas, border guard posts, and other military and civilian living power, such as lighting, TV, recorder, etc.; (2) 3–5KW household rooftop grid-connected power generation system; (3) Photovoltaic water pump: solving deep water wells for drinking and irrigation in areas without electricity.

-
Transportation: such as beacon lights, traffic/railway signals, traffic warning/signage lights, high-altitude obstacle lights, highway/railway wireless telephone booths, unattended road shift power supply, etc.

-
Communication/Communication field: solar-powered unattended microwave relay station, optical cable maintenance station, broadcasting/communication/paging power supply system; rural carrier phone PV system, small communication machine, GPS power supply for soldiers, etc.
-
Oil, marine, and meteorological fields: solar power supply systems for cathodic protection of oil pipelines and reservoir gates, living and emergency power supplies for oil drilling platforms, marine detection equipment, meteorological/hydrological observation equipment, etc.
-
Household lamps and lanterns power supply: such as garden lamps, street lamps, portable lamps, camping lamps, hiking lamps, fishing lamps, black lights, rubber cutting lamps, energy saving lamps, etc.

-
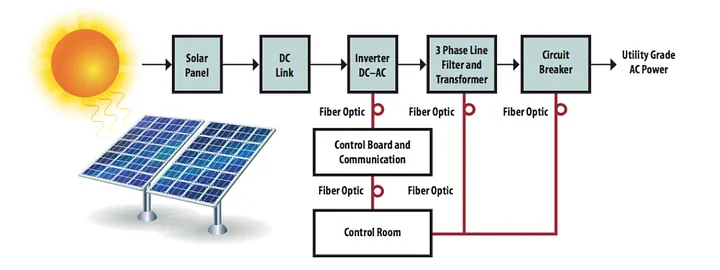
Photovoltaic power station: 10KW-50MW independent photovoltaic power station, scenery (firewood) complementary power station, various large parking plant charging stations, etc.
-
Solar architecture: combining solar power generation with building materials to make large buildings in the future self-sufficient in electricity is a major development direction in the future.
-
Other areas include: (1) supporting automobiles: solar cars/electric vehicles, battery charging equipment, car air conditioners, ventilation fans, cold drink boxes, etc.; (2) regenerative power generation systems for solar hydrogen production plus fuel cells; (3) power supply for desalination equipment; (4) satellites, spacecraft, space solar power stations, etc.
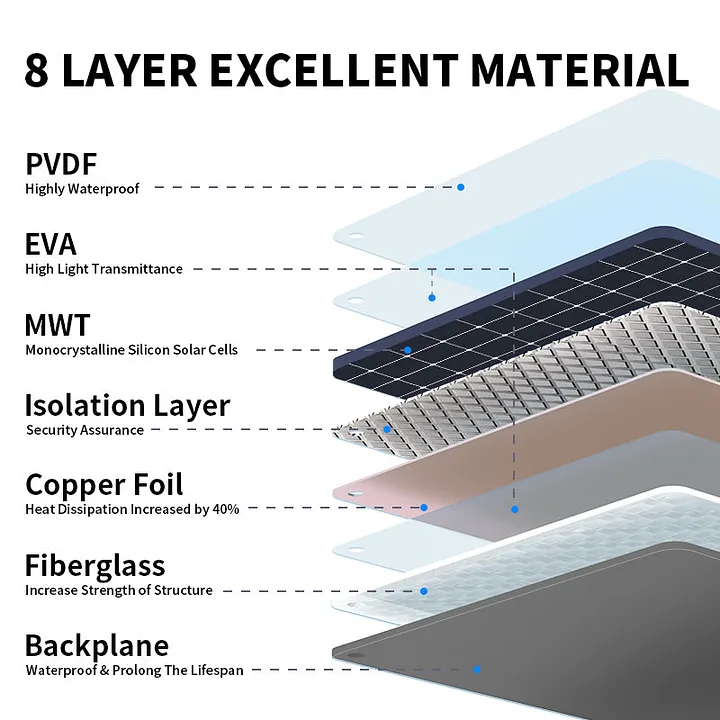
Shawllar 100W Cowboy Portable Solar Panel
The most comprehensive structure available in terms of component materials is adopted. No yellowing, deformation, and higher efficiency!
In terms of appearance
Portable carry bag design
Sophisticated and compact, ready to carry and go. Solar panel and bag combination, trendy and practical. Off-grid, free access to electricity anytime, anywhere.
From the adventurous spirit of the western cowboy.unlock more of your exciting journey with the spirit of discovery adventure.

In terms of weight
The ultimate in lightness
The overall weight is only 2.7kg, approximately 30% lighter than similar products. Lighter and more portable!

Safety in use
Multiple certifications for greater peace of mind
CE,ROHS,TUV,UKCA,FCC.
Finally, If you are a lover of travel, adventure, and caravanning, then the Shawllar 100W Cowboy Portable Solar Panel
will be more than suitable for you. And it can be matched to any power supply you have. You don’t have to worry.